
































◆ 16年打造工作服定做知名品牌,为您的企业形象添砖加瓦。
◆ 品牌理念:我爱 我穿 我时尚。
◆ 自主研发创立三大品牌,鹰诺达、聚拓尊羿,满足客户多元化需求。
◆ 致力于提升和改变职业人的气质形象,让自信与阳光与职业人相伴。


◆ 自研生产精细化管理系统,专业进口设备,50多家强大的材料供应商。
◆ 50000余家客户见证,16年品牌沉淀告诉我们,我们更能满足您的需求。
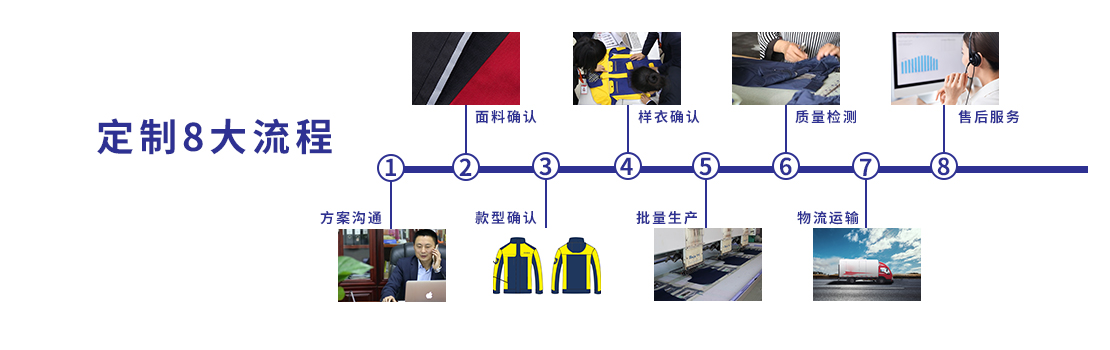
◆ 拥有专业的设计、印花、转印、裁剪、缝制、包装、到物流的整套定制生产技术和装备。


◆ 16年资深专家团队工作服设计经验,精心打造,为您提供一对一设计方案,零距离对接服务。
◆ 专业工作服定做大型上市企业工作服指定设计、制作商。
◆ 专为大型集团企业,工作服提供解决方案。


◆ 16年的品牌沉淀,服务了上万家企业,客户已遍布全国
◆ ISO质量管理体系为产品质量和服务保驾护航。
◆ 强大的生产能力,科学灵活的生产管理机制,保证及时交货。


◆ 销前专业的销售顾问一对一服务。
◆ 完整、仔细、严谨的售中、售后全方位服务体系。
◆ 客户的好评作为重要考核指标。
◆ 定期客户调查,客户回访、优化服务能力。
◆ 享受终身免费维修服务。

全国服装行业质量领先品牌
苏州鹰诺服装有限公司致力于打造中高端工服定做领先品牌,鹰诺达品牌工作服,注册于2008年...
全国质量诚信标杆典型企业
鹰诺达以工作服为第一产业,推动职业装、T血衫、冲锋衣等产业,行业领域覆盖机械制造、食品加工、医院护理、建筑装潢等上百个行业....
全国质量诚信示范企业
鹰诺达以工作服创新设计,做工精致的工服批量生产,来样定做,现货供应的经营模式受到顾客的普遍好评,工作服产品遍布全国各地...
现在为大家展现鹰诺达工服展厅。这个系列是鹰诺服装目前最成熟的系列产品...[详细...]





苏州鹰诺服装有限公司是一家以功能,实用性为定位的工作服定做厂家。公司以创新设计,用料精良,做工精致的职业服装及批量生产,来样定做,现货供应的经营模式受到顾客的普遍好评,公司的产品遍布全国各地,2010年1月由原先的单一贸易型企业发展成具有一定规模的工服定制生产贸易型公司,并在江苏盐城建造了生产厂区,公司生产已经逐步走向正规化和流程化,销售手段也由原先的地面销售转变为网络营销,线上线下综合销售相结合。 截止目前为止,鹰诺达的产品已经辐射上海、浙江、湖南等地主要企业市场,深受欢迎,并成为多家上市公司指定的企业工作服指定厂商。